






产品分类 更多>>



一、美标H型钢W14*398涂层厚度一般为5~14mm,随行车速度的调节而增减,行车快时涂层薄,反之则厚。喷完后养护36~48h。转角弯头内衬在地面预制加工。工抹压施工准备与机械喷涂基本相同,但要求人孔间距≯1m,直径≮8cm,必要时设置动力通风设施。人工抹压涂衬层施工采用下列3层做法,为防管壁锈尘清除不净,在抹灰前先用聚醋酸乳液擦拭1遍,使管壁呈潮湿状态(但无浮水现象)。过渡层厚4mm,用聚醋酸水泥砂浆涂抹,操作时从管内侧中点开始向上压抹,先做上半圆后做下半圆,每抹完一段及时用小笤帚将表面刷毛。
美标H型钢执行标准:ASTM标准,ASME标准
材质有:A36/A572GR50/A992
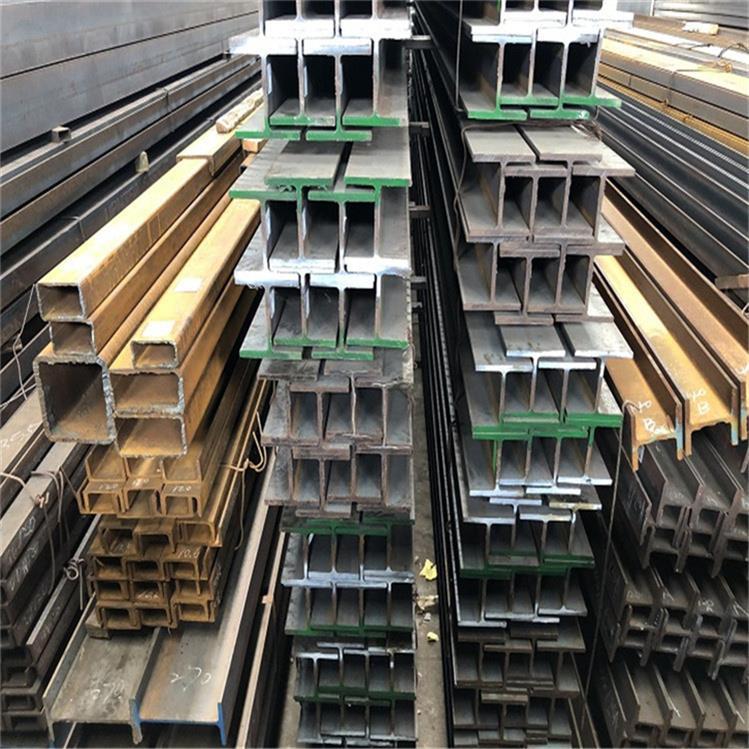
二、美标H型钢W14*398化学成分:
C:0.27~0.35;
Si:0.93~1.20;
Ni:≤0.029;
Cu:≤0.025;
Mn:0.80~1.10;
S:≤0.025;
P:≤0.026;
Cr:0.75~1.20;
三、美标H型钢W14*398惠林法热该连续镀锌生产线包括碱液脱脂、酸洗、水冲洗、涂溶剂、烘干等一系列前处理工序,而且原板进入镀锌线镀锌前还需要进行罩式炉。
四、美标H型钢的规格型号表
W14*455W16*26W16*31W16*36W16*40W16*45
W16*50W16*57W16*67W16*77W16*89W16*100
W18*35W18*40W18*46W18*50W18*55W18*60
W18*65W18*71W18*76W18*86W18*97W18*106
W18*119W18*130W18*143W18*158W18*175
W18*192W18*211W18*234W18*258W18*283
W18*311W21*44W21*50W21*57W21*55W21*62
W21*68W21*73W21*83W21*93W21*101W21*111
W21*122W21*132W21*147W21*166W21*182
W21*201W24*55W24*62W24*68W24*76W24*84
W24*94W24*103W24*104W24*117W24*131W24*146
W24*162W24*176W24*192W24*207W24*229W24*250
W24*279W24*306W24*335W27*84W27*94W27*102
W27*114W27*129W27*146W27*161W27*178
W30*90W30*99W30*108W30*116W30*132W30*148
W30*173W30*191W30*235W30*261W30*292W30*326
W30*357W30*391W33*118W33*130W33*141W33*152
W33*169W33*201W33*221W33*241W33*263W33*291
W33*318W33*354W33*387W36*135W36*150W36*160
W36*170W36*182W36*1W36*231W36*232W36*247
W36*262W36*282W36*286W36*302W36*318
W36*330W36*350W36*387W36*395W36*441W36*487
W36*529W40*149W40*167W40*183W40*211W40*235
W40*264W40*278W40*294W40*327W40*331

冶金矿产:
炼钢炉内向金属熔池内传氧的可能性炼钢炉内向金属熔池内传氧的条件:炉气中氧的分压>溶于炉渣中(FeO)的分解压>溶于钢中[FeO]的分解压研究证明,氧气转炉、超高功率电炉和普通功率电炉的熔化期、氧化期(或熔氧期)的炉气中氧的分压远比溶于钢中[FeO]的分解压高,也远比炉渣中(FeO)的分解压要高。向炼钢炉内提供氧射流时,它完全能够向熔池内传氧。炼钢熔池内脱碳反应的机理氧射流直接与金属接触氧化金属中的碳,其脱碳反应的机理有三种不同的方式:直接氧化金属中的碳被气态氧直接氧化直接氧化的反应式:1/2{O2}+[C]={CO}间接氧化步:氧气首先与金属接触将铁元素氧化生成氧化铁,再将氧传给金属。




















